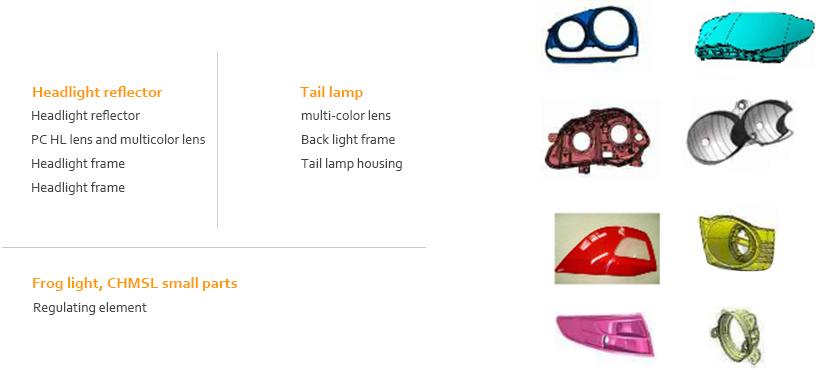
Mains plastic parts of car lamp
1.Part material: PC
First let’s know about PC property:
A. A. Physical property: No fixed shape, odorless, Inodorous, non-toxic and transparent thermoplastics Polymer. Specific density: 1.18-1.20. Glass transition temperature: 140-150, melting point: 220-230. With certain chemical resistance and oil resistance. Medium viscosity PC is with high transparency and 180-210℃ heat resistance.
B. Mechanical property: Good impact resistance, steady dimension. It could keep high mechanical strength in a broad temperature range. Its disadvantage is poor endurance and wearing resistance.
C. C. Thermal property: decomposition temperature is above 300℃. Long term work temperature is up to 120℃, with good cold resistance, brittle temperature is as low as 100℃ below. Long term work temperature ranges from -60℃ to 120℃
D. Electrical property: low molecular polarity. Good dielectric property.
E. Aging resistance and heat resistance property: pretty good aging resistance property. Inflammable, flame is light yellow with black smoke. Oxygen index is only 25%, self-extinguishing away from fire. Normally modified halide, antimonous hydride, magnesium hydroxide, Phosphinic acid, red phosphorus are added to raise flammability.
F. Optical property: Non-crystalline material, pure PC is colorless and transparent with good light transmission.
Application: 1. High transparency and high impact resistance field, such as CD. 2. Auto industry, for headlight, sidelight, tail lamp, mirror, glass, interior and exterior decoration parts and instrument. 3. Electronics, low voltage cubicle connector, insulating plugs, insulating bush, machine tool protection switch, hollow brick housing, instrument box and office automation equipment. POF PC material price is about RBM25/kg
2.Gate design
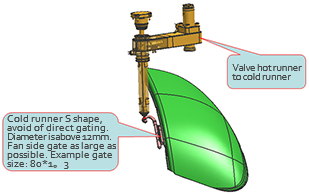
Injection system design should be thick and short, with cold slag well. Side gate and fan gate are preferred by large section, but to avoid over stress around the gate.
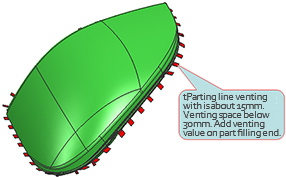
3.Venting design
Level 1 venting value of PC is 0.01-0.03. Considering special requirement of auto lighting part, any poor venting could badly influence part appearance quality with black spot and transparency.
4.Cooling design
Mold temperature and even cooling will directly influence the even transparency effect of final part:
1.Proportion of cooling diameter, waterline to part distance, cooling space should be strictly under control of 1:2:5:4. Normal cooling diameter is 12mm, waterline to part distance is 30mm, and cooling space is 50mm.
2.Avoid pool type cooling as much as possible.
3.Double angled cooling shall be used to keep even cooling in cavity &core when necessary.
4.Mold temperature with PC material is 100-120℃. Avoid use of rubber seal ring, heat-resistant fluorubber seal could be appropriately used when necessary. Its working temperature: -30~+250 ℃
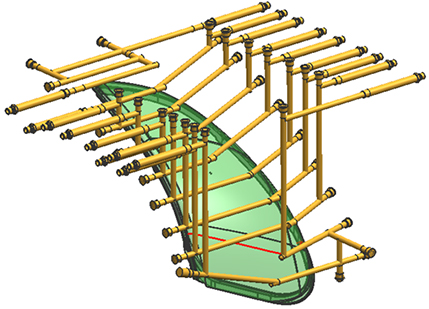
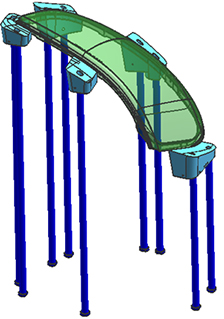
5.Ejection design
No mark permitted on non assembly surface, including ejection mark because of transparency and appearance property of Lens. Coiling ejection is used on this kind of part. All the ejection mark is in the matching components assembling range, without effect on the part visible surface.
6.Choice of steel
Based on PC property:
Only a few steel can be use to make transparent lamp mould, mainly DAIDO NAK80, ASSAB S136/S136H, Greodiz 1.2344ESR,HITACHI HPM magic. Considering the comprehensive polishing property and steel cost, DAIDO NAK 80 is commonly used.
|
Element
|
C
|
Si
|
Ni
|
Mn
|
Mo
|
Cu
|
AI
|
Cr
|
|
Content
|
0.15
|
0.3
|
3.0
|
1.5
|
0.3
|
1.0
|
1.0
|
0.3
|
|
Property of NAK80:
|
Pre-hardened to 37-43HRC. No need for heat treatment. With pretty good optical rotation polishing ability, good cuttability and texturing ability.
|
|
Cutting process:
|
Cutting resistance is bigger than other steel for its high hardness. Suggest to use CNC-M2(SKH9)or super hard alloy-P40 tool to drill.
|
|
Drilling process:
|
Drill bigger borehole diameter with lower cutting speed. If spiral groove is small and shorter than standard, it will reduce the risk of tool breakage.
|
|
Milling process:
|
Cutting feed standard 0.06m/l. Big cutting feed will shorten tool life.
|
|
EDM process:
|
EDM surface will not be hardened and produce hardened layer. Machined surface is smooth and fine. It can replace texturing in some cases(as well as wire cutting.
|
|
EDM conditions:
|
Model: DLAX250 DE 150S
Work current: 2A—4.5A
Hydraulic pressure: 200mmHg
Machine depth: 20mm
Work voltage: 80—100V
Electrodes: copper. Electrodes consumption is below 1%. Welding property: welded zone and heat-affected zone will not be hardened. Hardness is slightly lower than base metal (already precipitation hardening) But 500℃*5 hours precipitation hardening after welding could regain the hardness.
|
7.Split line
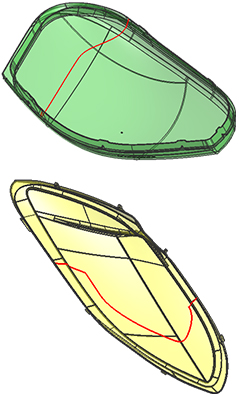
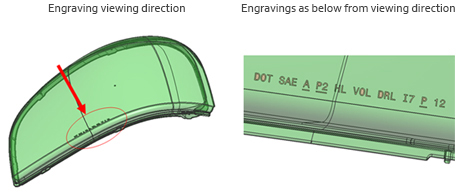
8.Engravings
Engraving of Lens is different from other mould. The engraving of normal part is reversed in cavity& core, viewing from engravings direction. While core engraving of lens mould is positive direction, cavity engraving is reversed because lens is normally viewed from part visible surface.